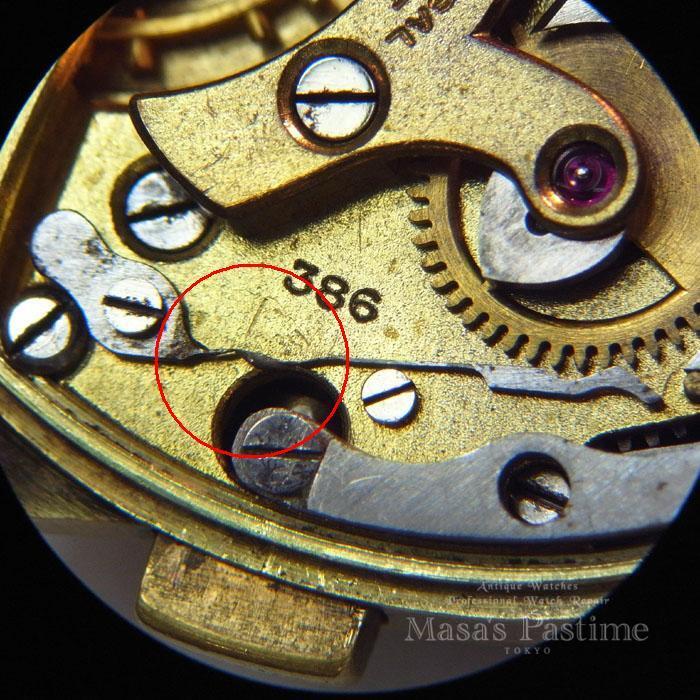
クロノグラフの時計の修理をお預かりすると、積算計の切り替えを司っている「ジャンパースプリング」が折れてしまっているものを、よく見かけます。
不正確ながらも、取り敢えず作動しているものは接着剤で着けてあるのが定番(?)ですが、今回のはハンダ付けして繋いであり、その際の熱でスプリングの躍動部分がなまってしまっていました。
通常、ジャンパースプリングは鋼で出来ていますがその胴体部分は非常に薄いので、分解・組み立ての際の不注意で簡単に曲がったり折れたりするものです。
正確な作動を期待するにはジャンパースプリングの交換が必要ですが、ビンテージやアンティークのクロノグラフにおいては「純正パーツ」の入手は困難です。
したがって、多くの場合「ジャンパースプリングを新規製作」する必要が出てきます。

まず、焼きの入っていない鋼(炭素鋼)の板にスプリングの形をケガキ、ねじ穴や足を取り付ける穴を開けます。

糸ノコやヤスリを使って、大まかな形を削り出します。

あらかじめ空けてある所定の穴に、旋盤で作った鋼のピンを取り付けます。

この時点で一旦「焼入れ」「焼き戻し」の熱処理を施します。
こうすることにより、鋼は「充分な硬さ」と「粘り」を併せ持ったものになります。
全体に青くなっているのは「焼き戻し」によって酸化皮膜が形成されたためです。

青焼きになったスプリングの表面を研磨し、鋼本来の銀色に仕上げます。
また、積算計の歯車が接触するスプリング先端の「山」の断面に「鏡面仕上げ」を施します。
こうすることにより、歯車が「山」を乗り越える際の無駄な摩擦抵抗が減少し、歯先の磨耗も防ぐことになる訳です。

これはまだ胴体部分が充分に薄く研磨されていない状態です。
この後少しづつ薄く仕上げてゆくわけです。
この部分が僅かにでも厚ければ、積算計の歯車はジャンパースプリングの山を乗り越えられず、時計も止まってしまいます。
反対に薄すぎた場合、「1度に2分積算」してしまうクロノグラフになってしまう可能性があります。
オリジナルのスプリングの胴体部分の厚みが正確に計測出来る場合は、その寸法を参考に胴体部分を仕上げることが可能です。
しかしそうでない場合、その厚みは実際に時計に取り付けて積算させ、研磨を繰り返す「トライ&エラー」によって決定するしかありません。


この時計の場合、オリジナルのスプリングの胴体部分は変形が激しい上にハンダ付けされていましたので、厳密な厚みの計測は出来ない状態でした。
何度かのトライ&エラーの後、正確な積算動作をするジャンパースプリングが完成しました。
試しに胴体部分を計測してみたところ、その厚みは「0.05ミリ」。
不用意にいじれば、壊れるわけですね。