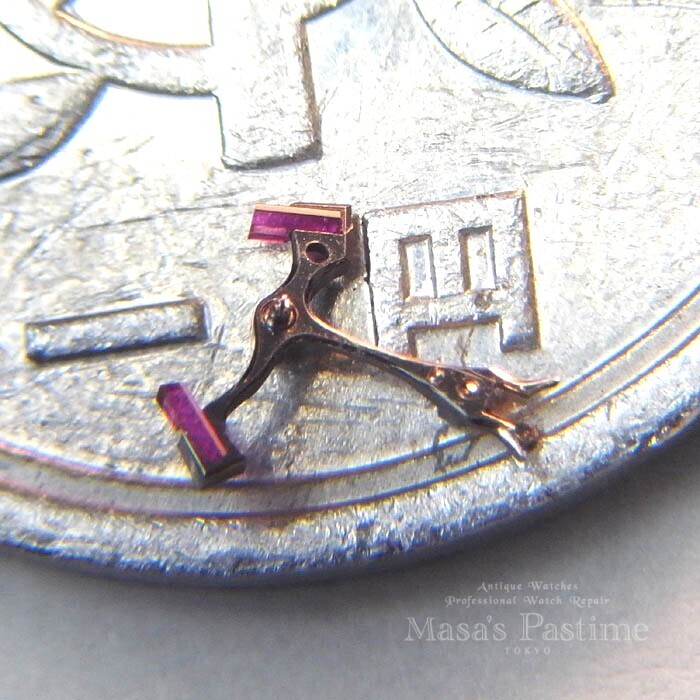
19世紀末、古き良きパテックフィリップの0サイズ懐中時計のアンクルです。
良く見ると入り爪のルビー(画像中央付近)の腕に小さな穴が開いていますね。
これは、元々このアンクルにネジ止めされていた「カウンターバランス」とか「カウンターウエイト」等と呼ばれる「重り」用のネジ穴です。
つまり、このアンクルは元々付いていたバランサーが無くなってしまっている訳です。
この「バランサー」はおおよそ20世紀に入るまでアンクル式の高級機の多くに付いていたもので、元々アンクルの「重さの平均化」を狙ったものですが、「費用対効果」の面から20世紀に入る頃には徐々にその姿を消しています。
製造していた「アンクルメーカー」によって多種多様な形状のものがありますが、この時計のものは「カタツムリの角」のような形状がオリジナルです。

まず、焼きの入っていない生の炭素鋼にデザインをケガきます。
その後、アンクル芯を通過させる中央の穴、そしてアンクルの腕にネジ止めするためのネジ穴のそれぞれを開け、ネジ穴の方には内部に雌ネジを切ります。
それぞれの穴の位置・間隔はかなりシビアーなものですが、このような小型ムーブメントにおいては尚更ですね。
穴の加工が済んだら、ケガいた線に沿って注意深くヤスリで削り落としてゆきます。

ある程度形を整えたらアンクル本体に取り付け、ネジ止めしてみます。
その後再度取り外し、全体のバランスを見ながら更に仕上げてゆきます。
寸法・形状がある程度整ったら熱処理(焼き入れ・焼き戻し)をして必要な硬度に持ってゆきます。

熱処理後のバランサーです。
完全に焼きを入れた後、必要な粘りを持たせるために一定温度まで「焼きなまし」ました。
全体に表面が青紫っぽくなっています。
ここからいよいよ「本格的な仕上げ」に入ります。

青紫に染まった表面に研磨を掛け、鏡面仕上げにします。
また、エッジ(角)に「面取り加工」を施すことにより、部品が破損しにくくなるばかりでなく、視覚的にも美しくなります。
")
完成した「バランサー」をアンクル本体にネジ止めします。
ものさしの刻みと比較してみると、改めてその繊細さが分かりますね。

完全に元の姿に戻った0サイズ「パテック」のアンクルです。
一連の作業を体験してみると、、、何故20世紀に入って高級機のアンクルから「バランサー」が消えていったか、、、その理由がハッキリと分かります。
それにしても、、、こんな細部に渡って高度な手仕上げを施していた当時の時計師には、、、本当に頭が下がります。