NOTICE:This article written in Japanese.
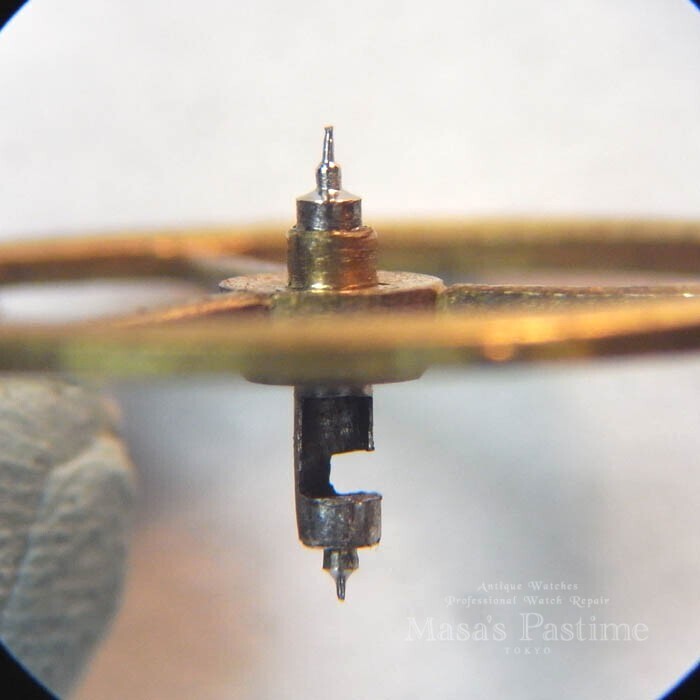
これは19世紀後期のシリンダー脱進機の懐中時計の天芯です。
シリンダーの天芯は本体が鋼製の「中空のパイプ」になっており、上・下のホゾ(軸先端)はそれぞれそのパイプに強く圧入されています。
また、本体のパイプ部分の一部は口が開いていて、特殊な形状の歯先を持ったエスケープホイール(ガンギ車)がパイプの外部の壁・内部の壁に振動を与えながら通過するような構造になっています。
写真では、上のホゾの磨耗と曲がり、下ホゾ先端部の編磨耗(変形)が見て取れますが、それだけではなくて本体のパイプ部分に激しい劣化が認められます。
上下のホゾの部分だけが損傷している場合、ホゾだけを特殊なタガネで押し出して交換することが可能ですが、この時計のように本体部分の消耗が激しい場合は、全て新規製作する必要があります。

まず、あらかじめ適切な硬さに「焼き入れ・焼き戻し」した鋼の鋼材を旋盤で切削します。
元々の天芯は真鍮のブッシュに鋼の天芯パイプを圧入してある2ピースの造りですが、これはシリンダーの天芯を「量産」する上で都合がいいために当時取られた方法です。
このため、平均的なシリンダーウォッチの天芯は厳密に言うと元々中心が狂っており、不調の原因の一つになっています。
「出来る限り調子良くしたい」というオーナーの希望もあり、今回はブッシュの部分とシリンダー本体を鋼の一本もので作ることにしました。

シリンダーの外径が切削できたら、今度は中に穴を開けて中空にします。

中はオリジナルの物と同じ寸法までくり貫かれ、天芯本体のパイプが出来ました。
画像は省略していますが、この後パイプの外部・内部ともに研磨します。

外寸・内寸ともに適切なパイプが出来上がったら、今度は切れ目を加工します。
これはガンギ車が天芯に衝撃を与えながら通過するために必要なもので、パイプの半分を削り取ります。
また、その一部(下方)には分解・組み立ての際にガンギ歯を逃がす為の切り目を入れます。

シリンダー本体部分が完成しました。

磨耗したオリジナルの天芯と製作途中のシリンダー本体の比較です。
良く見ると、オリジナルは磨耗しているだけでなく、パイプの切れ目を加工した際の「バリ」が出ていて、元々かなり乱暴な作りである事が分かります。

パイプ部分の製作が完了したら、改めてパイプ部分を旋盤に固定し直し、天芯の上半身を切削してゆきます。
この際、普通のコレットチャックで締め付けると製作したパイプが歪んでしまう上厳密な中心が得られませんから、専用の「ワックスチャック」を製作してそれに固定します。
写真では、上半身の該当部分が天輪の穴にピッタリとはまることを確認しています。

次に、天芯の上ホゾ(軸先端)を切削します。
傷だらけで白っぽくなっているオリジナルのホゾと比較すると、新たに作った方はツルツルですね。

パイプ部分・上半身が完成したシリンダーの天芯です。
この後、「パイプの下端に別に作った下ホゾを圧入する」というスリリングな作業が待っています。

本体と同様に熱処理した鋼材を切削し、天芯下ホゾ及び圧入部分を作ります。
あらかじめこの段階で下ホゾの仕上げを完了しておきます。

完成した下ホゾ及び圧入部分を本体と比較しています。
あとは製作したパイプを歪めないよう、特殊なタガネで圧入するだけです。

無事下ホゾを圧入し終え、シリンダー天芯が完成しました。
この後、最終的には天輪にはめ込んでカシメ付けます。

天輪にカシメ付けられ、シリンダー天芯の製作・交換が全て完了しました。
現代に続くアンクル式と異なり、20世紀には姿を消したシリンダー脱進機の時計は「過去の産物」ですが、一度きちんと直してあげれば一般に言われるほど「壊れやすい時計」という訳でもありません。
資料によるとこの時計は、明治時代に「わが国で初めて某国産メーカーが製造・販売した懐中時計」ということになっているのですが、、、、ムーブメントは明らかにスイスのものですから、「スイスのシリンダー式ムーブメントを輸入して国産メーカーが販売した」というのが正しいようですね。
ご存知の通り、本来「レストア」とは製造当時の姿に復元することを意味しますが、、、部品の精度や仕上がり等から判断して明らかに「製造当時から問題のあった時計」においても「出来る限り好調に動くように」ということが前提になる場合、必要に応じて部品の精度や仕様を改良する必要があります。
新品当時はどの時計も快調に動いていた、という訳ではないのですね。